

“Fathom” isn’t just an obscure nautical unit of measurement: it can also be used as a verb, meaning to measure a depth, or to understand a concept. Combining these meanings, Fathom was the name given to RPL’s attempt to measure the depth of our knowledge; our attempt to push the limits of our past experience, find problems, and solve them. What began as a single vehicle grew into one of the longest test campaigns in our lab’s history, consisting of six flight-scale static fires and two flights, stretching from February of 2016 to March of 2017. The final result was the highest-performing rocket in RPL history, and a new record for the highest altitude reached by a student-designed and student-manufactured rocket.
Background and Concept
In the Spring of 2015, RPL flew multiple attempts at high-performance rockets: Flying Dutchman and DCX II: Tirebiter. Both vehicles failed catastrophically, in what appeared to be similar aerodynamically-driven failure modes. During the following summer, lab members determined that in order to reach our goal of breaking past the Kármán Line, we would need to take some steps back and develop critical technologies at a smaller scale.
The first project on the agenda was Déjà Vu, our reusable avionics and recovery testbed. It served to give our avionics and recovery teams critical flight testing, which they had lacked during the recent short-lived attempts at high-performance vehicles. The next project was envisioned as an “aerodynamics test vehicle”, meant to see similar speeds and dynamic pressures to a future space shot. This project began in earnest after the second flight of Déjà Vu in February of 2016, and after a brief stint of being code-named “Sixer”, was thankfully renamed to Fathom.
With the eventual goal of flying an 8 inch-diameter space-shot rocket (similar to our previous space shot attempts, Traveler I and Traveler II), Fathom was designed as a 6 inch-diameter subscale test. Designed to reach a maximum speed of Mach 4.5 and experience a maximum dynamic pressure of 11,000 psf, Fathom was intended to anchor and validate our aero and flight dynamics models for an eventual space-shot. The vehicle was also designed to test and qualify many of our other technologies, including our thermal protection systems. Scaling the design down from our future space-shot led to Fathom’s target altitude being set to 180,000 ft.
First Static Fire Tests
Uncertainty in the performance of our proprietary solid propellant formulation in long, multi-grain motors was considered one of the major risks to a successful flight. Motor performance is a major driver in the aerodynamic environment experienced by the vehicle: the thrust profile of the motor sets the vehicle acceleration and consequently the Mach regime of the flight, and the individual burn rates of the propellant grains determine how the vehicle center of gravity shifts during the powered phase of flight. In order to set up the flight for success, the team decided to perform a full-scale static fire test of the motor. The team was confident in our composite motor case design, which had recently been developed and demonstrated in multiple static fires and flights; this led us to use a reusable, ground-test-only, aluminum motor case for the static fire.
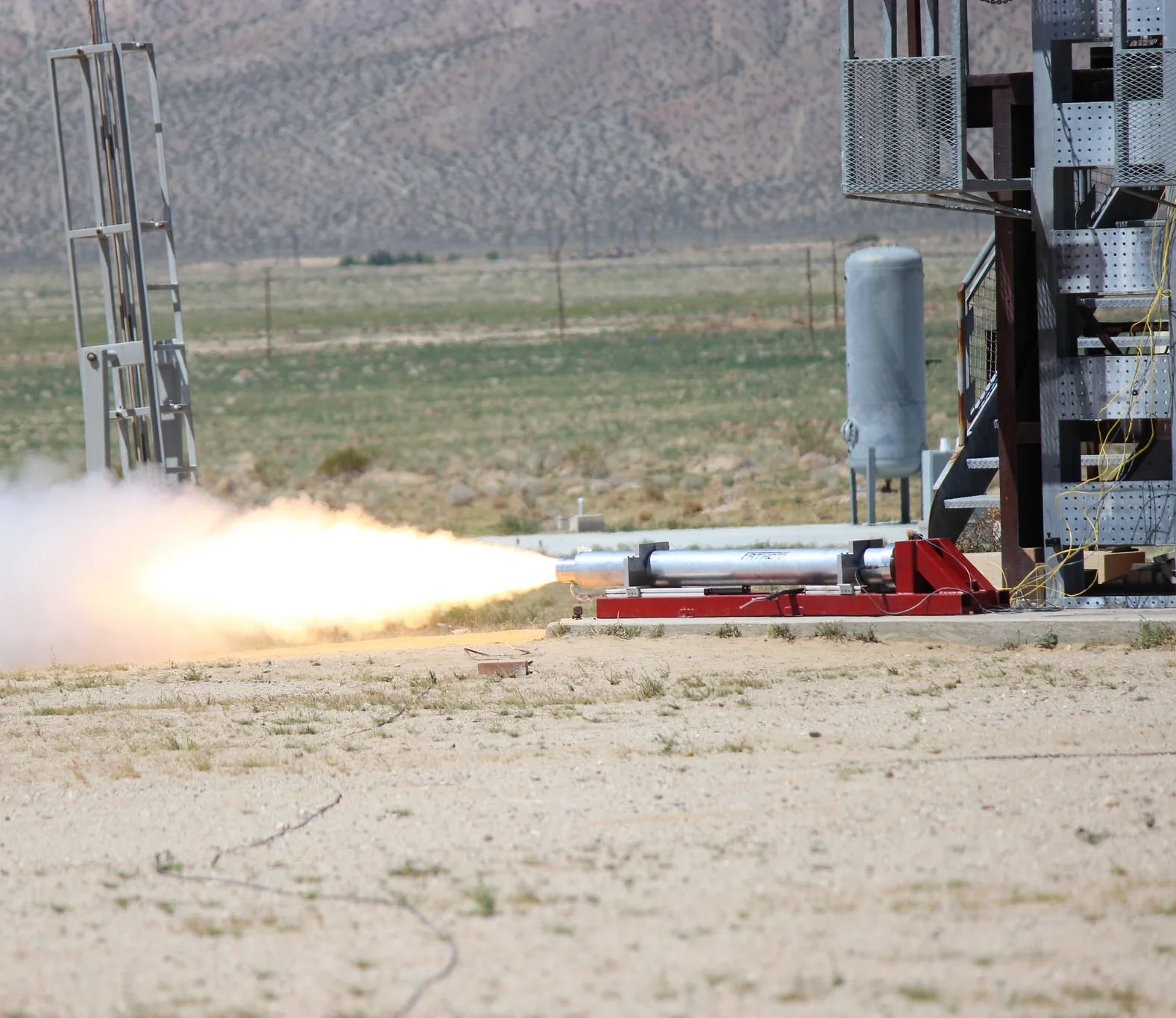
With many major flight components being constructed in parallel, the team built up an entire additional set of motor components for the test. Ready for test, the team headed to the Mojave Test Area (MTA) on April 2nd. After a few hours of careful setup of our thrust stand and data acquisition system, the firing began with a roar. The first few seconds of the burn looked beautiful, but our hopes of a perfect firing were dashed when a jet of flame erupted from the side of the nozzle.

Nozzle side wall failure during the first static fire of the Fathom motor on April 2, 2016.
The team had not been expecting any issues with the nozzle, as the design was very similar to nozzles which had worked well recently. But time was running out for the semester, and we needed a working nozzle soon if we were going to fly in the 2015/16 school year. This time crunch was where the choice of a reusable metal motor case really shone: it would let us quickly turn around multiple new nozzle designs without needing to make new composite motor cases.
To maximize our chance of success, we designed and manufactured two new nozzles. The first took the previous design and adjusted dimensions to maximize the ablative thickness in the diverging section of the nozzle, where the initial design had failed. This design was considered low risk, but also low reward: we knew that if this thickness of ablative material was necessary for Fathom’s sub-scale motor, there was no way this design could be scaled up efficiently for the future space-shot. The second design replaced the entire ablative diverging section of the nozzle with graphite. All-graphite nozzles present many difficulties: graphite is very brittle, giving it a propensity for shattering under load; additionally, the high thermal conductivity of the material can drive more heat into surrounding components.
In order to test the two nozzles, the team also had to cast two full-scale motors, all while continuing to push flight components through the manufacturing process. In a remarkable feat, all the necessary components for the two static fires were made from scratch in two weeks, setting us up for another trip to the MTA on April 16th.
The first firing of the day was the low-risk nozzle, which went beautifully. The motor burned to completion with no signs of nozzle failure. With this initial success, we knew that we had at least one path to a working nozzle for the Fathom flight vehicle.
Second static fire test for Fathom on April 16, 2016.

Diverging section of the nozzle from the second Fathom static fire, showing a thin remaining layer of ablative material.
The second test of the day (now the third static fire for the Fathom campaign) did not go as smoothly. During the motor ignition transient, the large graphite sections of the nozzle shattered and were ejected from the motor. The motor continued to burn at low pressure once the parts had been lost, with no damage incurred to the case or thrust stand. While the failure was disappointing, it was an excellent experiment and would be a useful data point for future nozzle development.
First Flight: Fathom
With a working motor and nozzle design in hand, the team proceeded to finish the rest of the flight vehicle components at a brisk pace. The motor case and fins had already been finished, and were mated together with our RPL-standard tip-to-tip carbon fiber layup shortly after we returned from the MTA. Work continued on many other machined components, and the avionics and recovery teams went through their final integrated tests.

Ryan speeds up the cure process a bit for the epoxy used to tack the fins in place before the tip-to-tip layup.

Kristjan begins the long process of hogging out a camera mount from a block of aluminum on our Bridgeport mill.
As usual, our schedule was tight: we had set our flight date with the FAA before the initial nozzle failure, which meant the entire second round of static fire tests had made our deadlines a bit too close for comfort. Despite the gargantuan task of completing the vehicle, the team pushed through and was ready to fly just two weeks after the second round of static fire tests.
In an RPL first, Fathom was flown from Spaceport America in New Mexico. Our high-performance rockets have typically been flown from Black Rock Desert in Nevada, but weather conditions in Black Rock kept us from venturing to the playa in the Spring of 2016. Spaceport America was an excellent host for our launch operations, and we were extremely grateful to have been able to use their facility.
After a long journey to New Mexico, the team started the day before launch with a “dress rehearsal”: the avionics and recovery systems were integrated as they would be on the day of the flight, and the vehicle was taken to the launch pad and erected on the launch rail. This practice run served to iron out issues with our launch day checklist, and gave the avionics and recovery teams the valuable opportunity to perform a final integrated checkout of their systems. With the rehearsal successfully completed, the team got some much-needed rest before the big day.
On April 30th, 2016, Fathom’s subsystems were integrated and readied for flight one final time. Time was of the essence, as the weather forecast for the day showed that the perfect, calm winds would only last a few hours into the morning. Operations went smoothly, and the vehicle was ready to fly right on-schedule.
Fathom took to the skies at 8:30 AM, and flew beautifully for about 5 seconds. At that point, the motor suffered a catastrophic failure, causing the vehicle to return the ground all too soon.
In-flight footage of Fathom’s flight on April 30 2016.
The remains of the vehicle were found with all major components in the same location. It was clear from inspection of the damaged rocket that the motor case had burned through in multiple locations: at the forward end of the case, and at the boundary between the first and second grain.

Fathom, as-recovered after it suffered an in-flight motor failure.
The Fathom development campaign had been planned under the assumption that our recently-developed rubber motor case insulation and sealing technology was robust and flight-proven. This had led the team to eschew static fire tests with flight-like motor cases, in favor of the rapidly-reusable metal case. In the end, this choice saved time in the development of the nozzle, but cost us valuable tests which could have exposed the motor technology issues before they caused the loss of a flight. “Test like you fly” is an incessant mantra in the aerospace industry, and this was a perfect example of why.
Second Round of Static Fires
The summer after the Fathom flight gave the team plenty of time to consider what had gone wrong, and how to improve our motor case designs. The Fathom and DCX II case design had always had issues with remaining sealed due to the use of rubber sheet insulation, which created unsealed seams in the case. Additionally, it was unclear whether the grain-to-case bond was sufficiently stiff to survive flight loads with the rubber insulation sitting in the middle. We dreamed up solutions to these issues over the summer, and kicked off the 2016/17 school year by making a short test case. When the test case sealed perfectly during hydrostatic proof testing (a feat not typically achieved in the old design without extensive internal repairs), a full-scale motor case was built for static fire testing.
Just a few weeks into the Fall 2016 semester, the team headed back to the MTA with a flight-like composite motor case, ready to test. Just a few seconds into the firing, the forward end of the motor case burned through. While we had started down the path to an improved design, we were clearly far from a working motor.

The first static fire for Fathom II on September 16, 2016, shortly before the failure of the motor case.

First frame showing the failure of the forward end of the first Fathom II static fire motor.
A detailed diagnostic disassembly of the failed motor case showed heavy erosion of multiple components at the forward end of the motor. An updated design was devised which would greatly increase the amount of insulation material between the hot combustion gases and the vulnerable components, and the team went straight to work building up materials for another test.
About a month after the first static fire of the semester, RPL headed back out to the desert. This time, we set up shop at the nearby Friends of Amateur Rocketry (FAR) test site, instead of our usual home at the MTA. After a month of design and manufacturing, and another morning of test preparation, we were ready to test.
The motor made it a bit longer into the burn this time, but roughly 6 seconds after ignition, the aft end of the motor case burned through in a fashion that looked conspicuously similar to the failure of the forward end just a month earlier. Our insulation technique for the forward end of the case could not have been applied to the aft end, and this failure clearly demonstrated that we needed to come up with yet another fix before the design would be functional.

Second static fire for the Fathom II motor on October 16, 2016, before any external signs of failure.

Aft end of the second static fire post-test, showing the location of the motor case burn-through.
Another round of diagnostic disassembly provided the team with excellent insight into the thermal issues inside the motor case. Multiple leak paths and weak points in the design were identified, and several fixes were considered. We came up with a new design which included a complete re-think of the internal sealing surfaces, a stiffer structure to prevent leak paths during operation, and changes to the aft-most grain to make the environment near the seals less thermally stressing. The new design kept the fixes that had been applied to the forward end of the motor, which appeared to have worked well.
After another month of design and manufacturing work, the team was ready to try one more time. Back at the FAR test site on November 19th, we prepared for our third full-scale static fire of the semester. This time, our hard work and iterative approach paid off, and we were rewarded with a successful firing.
Footage of the third static fire of the Fathom II motor, successfully fired on November 19, 2016.
Fathom II: The Build
With the motor case design finally conquered, it was time to move on to building the next flight vehicle. After almost an entire semester spent building full-scale motor cases, the team was ready to breeze through the flight vehicle manufacturing process and be ready to fly in a month or two. This schedule proved to be a bit too optimistic, even by RPL’s standards.
A flight motor case was cured in December, and with that critical hardware in hand, some repairs and upgrades were undertaken on two major pieces of RPL’s infrastructure: the filament winder and the oven. Both devices had been showing their age during recent manufacturing efforts, and were in need of some care. Unfortunately, both sets of repairs and upgrades were cut short when a manufacturing mistake led the team to scrap the first flight motor case. With schedule pressure back on, both pieces of equipment needed to be pressed back into service immediately.

Carter spending some quality time with the internal workings of RPL’s composites oven.

A newly-made oven controller enclosure, complete with fancy lights and connectors.
During the filament winding operation for the replacement motor case, the power supply for the filament winder ingested some stray carbon filaments and promptly shorted and died. The system upgrades had necessitated a new, higher-voltage power supply, and an enclosure to keep the power supply safe from dust and filaments had not been finished in time for the layup. Not to be deterred, a replacement supply was set up (this time with a better enclosure!), and the case layup was completed with just a day of schedule loss. The case was vacuum-bagged and ready to cure.
In parallel with the case layup, the team had been working to manufacture the nosecone for the vehicle. The final layup for the nosecone was completed the same night as the motor case layup, and we left the nosecone to cure overnight. When we returned in the morning, we found that disaster had struck again: the vacuum bag for the nosecone had broken during the cure, leading to the loss of the part and significant damage to our best vacuum pump.
After taking a couple days to locate a comparable-quality vacuum pump that would work for the motor case (which, remember, had not been cured yet when the nosecone cure failed), we got the motor case into the oven. In what was, at that point, a fitting way to end a terrible week of manufacturing woes, our recently-refurbished oven internally shorted during the last few hours of the part’s cure cycle. With an incomplete cure cycle and a failed oven, we ended the week with another scrapped motor case, a scrapped nosecone, a broken vacuum pump, and a broken oven. Things weren’t looking good for the team, but everyone remained remarkably positive and kicked right back into gear to solve our problems.
In two days, the RPL team pulled apart and repaired the oven (again), re-assembled it, and ran a full test cure cycle to make sure the fixes were successful. Pressing forward, the next three days were then spent making an entire new motor case from scratch, which culminated in successfully curing the part just five days after the initial failure of the oven. The team finally had a success in hand, and we were ready to keep pushing through the build.

Fathom II flight case, attempt #3, fresh out of the oven. Third time’s the charm!
With our week of problems in the past, the team worked through the rest of the build at an excellent pace. Parts were machined, propellant was cast, another attempt at the nosecone was successful, and the fins finally found their way onto the vehicle.

Forward motor bulkhead for Fathom II, in the midst of polishing. There’s no shine like Mother’s.

Part way through the tip-to-tip carbon fiber layup to secure the fins to the vehicle. This layup always takes longer than we expect, and Fathom II was no exception: this photo was taken at 1 AM, when we were about 10% of the way done.
Before we cured the fins onto the vehicle, we did one more round of preventative maintenance on the composites oven. Another failure would cost us the motor case and the fins, and we wanted to do everything we could to avoid such a major schedule hit. This was the third time taking apart and reassembling the oven in as many months; at this point, the team was intimately familiar with every rivet and screw in the whole assembly.
The preventative fixes successfully kept the oven in working order through the entire tip-to-tip cure cycle, and with that final cure operation complete, all the major components were nearly ready to fly. After some additional work on the nosecone and its Inconel nose tip (which managed to break a couple fancy taps), the team was ready to head back to Spaceport America for another flight, about 11 months after Fathom’s last trip to New Mexico.
Fathom II: Flight
As we had learned the year before, a day of checkouts and rehearsal is an excellent way to provide smooth operations on launch day. With that in mind, we arrived at Spaceport America the day before our launch date and proceeded to set up our ground systems, integrate avionics and recovery systems, and go through a full dry-run of the launch day checklist. After a mostly-good night’s sleep (with the exception of a launch operations team member that stayed up running flight simulations…), the team was once again ready for the big day.
After a smooth morning of pre-launch preparations, the rocket sat on the launch rail, ready to fly. We ignited the motor at 9:30 AM on March 4th, and watched the product of six static fire tests, one flight test, and uncountable hours of design and manufacturing fly off the rail and into the clear blue sky.

The launch operations team poses for one last photo with Fathom II before clearing the pad for launch.

Fathom II takes off from the launch rail on March 4, 2017. Look for the cameo from RPL’s most-used piece of GSE.
The flight looked perfect from the ground, and the vehicle was recovered soon after it touched down based on GPS data sent via a satellite connection. Later examination of the flight data showed that a software issue caused the avionics system to only deploy the drogue parachute, leaving the main parachute unused. This led to the vehicle impacting the ground a bit harder than expected, which caused a crack in the motor case.
The rocket certainly looked like it had experienced quite a flight. The once-beautiful paint job was scoured from the vehicle, leaving only primer behind, and the nosecone’s thermal protection system was heavily charred. Some damage to the carbon fiber around the fins appeared to have occurred during flight, which would have caused some performance losses.

Fathom II, as recovered after flight. Charring is apparent on the nosecone, as is the loss of all paint from the body tube and fins.

Close-up view of the remains of the aft launch lug, which melted off during flight. Beautiful marks from the resulting shock patterns remain on the vehicle.
Unfortunately, none of the on-board GPS units maintained a fix through the entire flight. Fathom II’s high target altitude meant that barometers, which are often used as altimeters in amateur rocketry, would not be able to resolve the apogee altitude either. Luckily, two cameras inside the vehicle recorded the entire flight, including several views of distinct ground features. Two people independently analyzed the footage to provide altitude estimates based on the recorded imagery, including applying individual lens corrections based on calibration photos taken with each camera after the flight. The resulting estimates were then combined with barometric pressure-based altitude estimates (which are accurate up to about 100,000 ft) to form a cohesive estimate of the flight performance.
Fathom II manufacturing and flight video compilation, including in-flight footage.
This analysis produced a conservative apogee altitude estimate of 144,000 ft AGL, with an uncertainty of +/-5,000 ft. This altitude made Fathom II RPL’s highest-performing rocket to-date, and also made it the highest-performing wholly student-designed and student-manufactured rocket in the world. While the final altitude was well below the original design target of 180,000 ft, the flight still met all of its mission objectives. The lower altitude was likely a combination of motor performance (a lower expected altitude was achieved when simulations were updated based on new static fire data) and additional drag due to the damaged carbon fiber around the fins. These were critical pieces of engineering information to learn at a smaller scale, and were used to improve the design for the follow-on space-shot vehicle, Traveler III.
After roughly three full semesters of work, the Fathom development campaign came to a close after the successful flight of Fathom II. The road was challenging, as the team fought through design issues, manufacturing struggles, and infrastructure failures. Despite all of the roadblocks that RPL’s talented group of engineers ran into on the way to the final flight, everyone remained positive and inspired until the very end.
Not content to take a break and bask in success, the detailed design for Traveler III was begun in the backseat of the truck on the way back from Spaceport America, just a day after Fathom II took to the skies.